- Россия, МО, Раменский р-н, Верейское сельское поселение, пос. Спартак
- +7 (916) 720-70-72
- +7 (916) 720-70-82
- ddengineer@yandex.ru
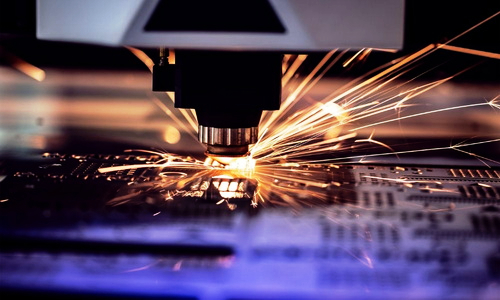
Нержавеющая сталь — распространенный в жизни металл. При обработке нержавеющей стали многие операторы предпочитают использовать лазерное оборудование. Наиболее подходящим способом резки нержавеющей стали в настоящее время является лазерная резка. Технология лазерной резки заключается в облучении поверхности металла лазерным лучом высокой плотности мощности для расплавления облучаемого материала. В то же время коаксиальный высокоскоростной газ сдувает расплавленный материал, чтобы разрезать заготовку.
При лазерной резке нержавеющей стали обычно получаются более качественные металлические заготовки, чем при традиционном способе. Но некоторые пользователи сталкиваются с неудовлетворительными результатами резки. В этой статье анализируются факторы и решения, которые влияют на эффект резки нержавеющей стали для вас. Надеюсь помочь вам в эксплуатации станка волоконной лазерной резки.
Настройка высоты среза и выбор сопла режущей головки
При резке нержавеющей стали высота резки находится в пределах 0,8 мм-1,2 мм. Если фактическая высота резки не точна, оператору необходимо отрегулировать машину. Во-первых, необходимо выбрать подходящий размер и модель сопла в соответствии с толщиной нержавеющей стали. Во-вторых, перед лазерной резкой нержавеющей стали проверьте, не повреждено ли сопло и нормальная ли округлость. Наконец, отрегулируйте параметры резки.
Проверьте чистоту линзы
Проверьте, чистая ли защитная линза. Она должна быть без воды, масла и остатков. Иногда защитная линза запотевает из-за погоды или низкой температуры вспомогательного газа. Поэтому необходимо обратить внимание на очистку линзы.
Предотвращение шлакования заготовки
При лазерной резке нержавеющей стали, если на углах имеется только шлак, в первую очередь можно рассмотреть вопрос о скруглении углов. Что касается параметров, мы можем уменьшить фокус и увеличить давление.
Если вся заготовка покрыта шлаком, необходимо уменьшить фокус и увеличить давление воздуха. Но мы должны проверить, не слишком ли низкий фокус или слишком высокое давление воздуха. Потому что эти два фактора приведут к расслаиванию и шероховатости участка.
Если весь объект покрыт гранулированным мягким шлаком, следует увеличить скорость резки или уменьшить мощность резки.
Если в конце резки нержавеющей стали шлак свисает по бокам, необходимо проверить, нет ли недостатка в подаче газа.
Качество пластин и вспомогательный газ
При лазерной резке нержавеющей стали иногда участок получается недостаточно ярким и грубым.
Если участок тонкой пластины недостаточно яркий, сначала проверьте качество нержавеющей стали. Нужно убедиться, что на поверхности металлической пластины нет ржавчины, краски и окисления. Во-вторых, проверьте чистоту вспомогательного газа, чтобы убедиться, что чистота кислорода выше 99,5%. Кроме того, при резке листового металла следует обратить внимание на использование двухслойного сопла малого диаметра 1,0 или 1,2. А скорость резки должна быть выше 2 м/мин. Помните, что давление воздуха при резке не должно быть слишком большим.
Если участок резки толстого листа неровный, то сначала нужно убедиться в качестве листа и чистоте газа. Второе — это выбор сопла. Чем больше апертура, тем лучше качество сечения. Однако конусность поперечного сечения будет увеличиваться с ростом диаметра отверстия.
Заключение
По сравнению с традиционным методом резки нержавеющей стали, станок волоконно-лазерной резки проще в эксплуатации и эффективнее в обработке. Благодаря вышеуказанным мерам предосторожности, мы можем избежать проблем с качеством резки.
Чтобы узнать больше, свяжитесь с командой DDENGINEER. Также мы оказываем услуги по лазерной резке.


